Принцип индукционной закалки
Индукционное упрочнение поверхности-это тип термообработки, в котором используются электромагнитная индукция, скин-эффект, вихревые токи и резистивный нагрев для быстрого нагрева, а затем охлаждения поверхности заготовки.
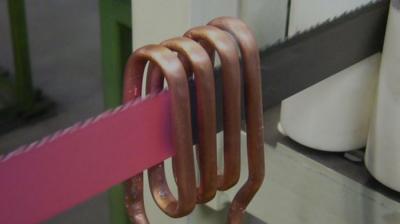
Во время индукционного упрочнения поверхности заготовка помещается внутри индукционной катушки из меди, и когда через катушку протекает определенная частота переменного тока, заготовка в переменном магнитном поле индуцирует электрический ток. Из-за скин-эффекта и вихревых токов переменный ток высокой плотности, генерируемый поверхностью заготовки, вызывает резистивный нагрев, быстро нагревая поверхность до температуры закалки. Затем поверхность быстро охлаждается распылением воды, что приводит к затвердевшей поверхности.
Во время индукционного нагрева распределение индуцированного тока по поперечному сечению заготовки зависит от частоты тока. Чем выше частота, тем более выраженный скин-эффект и тем тоньше поверхностный слой, где сосредоточен индуцированный ток. Поэтому, регулируя частоту тока, можно получить разную глубину затвердевших слоев.
Индукционная закалка против закалки пламени
Поверхностная термическая обработка осуществляется путем изменения структуры поверхности детали для получения мартенсита высокой твердости при сохранении прочности и пластичности сердечника (т. е. д., поверхностный твердеть), или путем одновременно дорабатывать химический состав поверхности для того чтобы получить сопротивление коррозионной устойчивости, кислоты и алкалиа, и более высокую поверхностную твердость чем прежний метод (я. д., Химическая термическая обработка).
Индукционная закалка: скорость индукционного нагрева чрезвычайно высока и занимает всего несколько секунд или несколько десятков секунд. Закаленная мартенситная структура на закалённом слое прекрасна, а механические свойства хорошие. Поверхность заготовки не легко окисляется и не обезуглероживается, с небольшой деформацией, а глубина закаленного слоя легко контролируется, со стабильным качеством и простотой в эксплуатации. Он особенно подходит для крупномасштабного производства.
Он обычно используется для деталей из среднеуглеродистой стали или низколегированной стали, таких как as45, 40Cr, 40MnB и так далее. Его также можно использовать для деталей из высокоуглеродистой инструментальной стали или чугуна. Как правило, хорошее сочетание прочности, сопротивления усталости и ударной вязкости может быть получено, когда глубина закаленного слоя составляет около 1/10 радиуса. Индукционное упрочнение поверхности нагрева не подходит для деталей сложной формы из-за трудностей изготовления индукционной катушки.
Преимущества индукционной закалки
Твердость поверхности на 2-3HRC выше, чем у обычной закалки, и менее хрупкая;
Усталостная прочность и ударная вязкость улучшаются, а общие детали могут быть улучшены на 20%-30%;
Деформация-небольшая;
Глубину закаленного слоя легко контролировать;
Во время индукционной закалки не происходит окисления или обезуглеродивания;
Можно использовать более низкую закалку и отпуск стали;
Легко реализовать механизацию и автоматизацию во время работы, а эффективность производства высока;
Твердость и толщину затвердевшего слоя можно регулировать, изменяя частоту индукционного тока.
 en
en  cn
cn  jp
jp  ko
ko  de
de  es
es  it
it  ru
ru  pt
pt  th
th  vi
vi  pl
pl 































 Позвоните нам:
Позвоните нам:  Напишите нам:
Напишите нам:  NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China
NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China